
Современная конкуренция на рынке заставляет производителей уделять все больше внимания внешнему виду товаров. Дизайн продукта, его этикетка и упаковка влияют на выбор покупателя даже в большей степени, чем рекламная политика и рекламная деятельность.
Этикетка призвана привлечь внимание к товару, выделить его среди прочего, убедить покупателя в необходимости покупки именно этого товара, а также предоставить необходимую информацию о товаре.
Основная цель данной работы — решить две задачи: разработать дизайн и технологию производства пищевой этикетки для аквариумных рыбок.
1. Разработка дизайна и полиграфического оформления этикетки
Этикетка — средство информации и идентификации, содержащее, как правило, изображение, текстовый и рекламный материал об упакованной продукции и её производителе, которое размещается непосредственно на упаковке (таре, вспомогательных упаковочных средствах) либо на подложке (основе), которая неотделимо закрепляется на каждой единице упаковки, либо на ярлыке. [1]
Основными функциями этикетки являются [1]:
§ Идентификация товара
§ Информационная
§ Логистическая
§ Рекламная
§ Защитная
Этикетка продукта содержит ряд информативных и графических элементов.
Дизайн графических этикеток — это процесс выбора и организации графических компонентов для достижения конкретной цели: эстетической, функциональной. [1]
Основная задача дизайна этикетки — сформировать предпочтительное отношение конечного потребителя к тому или иному продукту.
Дизайн этикетки должен соответствовать ее назначению и типу продукта, для которого этикетка изготовлена. [2]
Следует отметить, что дизайн этикетки во многом определяет характер процесса разведения, тип используемого оборудования и технологию его производства.
Основные технические характеристики и показатели офомления этикетки (Корм для аквариумных рыбок Carassius) приведены в Таблице № 1.1.1.
Таблица № 1
Технические характеристики и показатели оформления
|
Общая характеристика этикетки |
|
|
Название торговой марки |
«CARASSIUS» (от лат. «Золотая рыбка») |
|
Общее описание |
Этикетка корма для аквариумных рыбок ТМ «Carassius» |
|
Разновидность печатной продукции |
Этикеточно-упаковочная |
|
Назначение |
Упаковка для пищевых продуктов |
|
Применяемый запечатываемый материал |
|
|
Вид подложки |
Непрозрачная, гибкая |
|
Вид запечатываемого материала |
Самоклеящаяся плёнка марки Raflagloss / Рафлаглосс Глянец |
|
Вид полиграфического оригинала |
|
|
По знаковой природе информации |
техстоизобразительный оригинал (содержит и текст и изображение) |
|
По цветовому содержанию |
многоцветный (больше двух, но не бесчисленное множество цветов) |
|
По градационному содержанию |
многоградационный (больше двух, но не бесчисленное множество градаций) |
|
По структуре изображения (по характеру изображения) |
Растровый и штриховой |
|
Геометрия: |
|
|
Плотность |
80 г/м2 |
|
Формат |
20х15 см |
|
Форма этикетки |
Прямоугольная |
|
Полиграфическое оформление: |
|
|
Красочность |
четырёхкрасочная односторонняя (4+0) |
|
Вид отделки |
Выборочное лакирование, тиснение полиграфической фольгой, конгревное тиснение |
|
Способ печати |
флексографская |
|
Сложность набора текста |
Первая |
|
Способ присоединения: |
Присоединяемая с помощью клея (самоклеющаяся) |
|
Способ фиксации: |
Постоянная этикетка |
Рисунок 1. Дизайн этикетки корма для аквариумных рыбок ТМ «Carassius»
Рисунок 2. Виды отделки этикетки корма для аквариумных рыбок ТМ «Carassius»:
выборочное лакирование глянцевым лаком
2. Разработка технологии производства этикетки.
Процесс проектирования и создания этикетки включает следующие этапы :
§ Маркетинговое исследование
§ Разработка
§ Конструирование дизайна
§ Макетирование
§ Полиграфическое исполнение и оформление [1]
Возможный вариант общей схемы производства этикетки (корм для аквариумных рыбок ТМ «Carassius» отражён на Рисунке 3, Рисунке 4, Рисунке 5 и Рисунке 6.
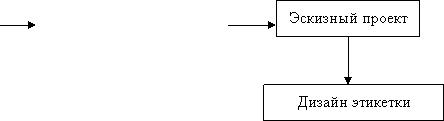
1. Стадия разработки этикетки
|
|
2. 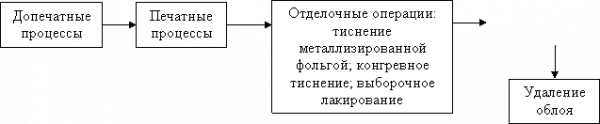 Стадия технологических процессов производства этикетки
Стадия технологических процессов производства этикетки
|
Рисунок 3. Общая технологическая схема разработки и создания этикетки
Так на стадии допечатных процессов, мы создаём графическое оформление (пользуясь программами Adobe Illustrator и Adobe Photoshop) и производим вёрстку текстовой информации (Adobe InDesign).
Кроме того важно правильно выполнить цветовую (базовая и селективная цветовая коррекция) и градационную коррекцию изображения (регулируем «баланс по серому»), а также произвести спуск полос. Далее осуществляем цветоделение (каналы CMYK) и растрирование (при помощи RIP-устройства).
Заключительными стадиями допечатных процессов являются цветопроба (цифровая твёрдая) и копировально-формные процессы (по технологии ctp), после завершения которых мы получаем готовую печатную форму (печатную флексографскую).

Рисунок 4. Общая схема репродуцирования печатной продукции
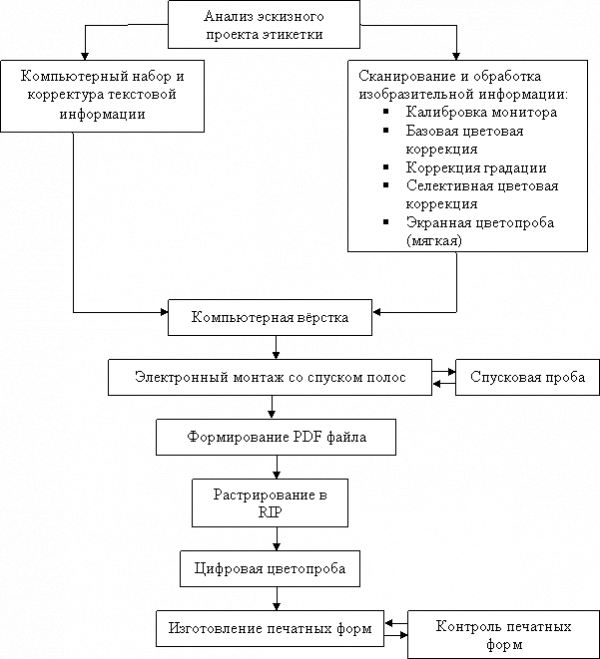
Рисунок 5. Общая схема допечатной подготовки печатной продукции
Печать производим наиболее оптимальным (при данных технических показателях продукции и запечатываемого материала) способом – высокой флексографской печати. Печатный процесс (3-красочная печать, тираж 100 тыс. экз., на самоклеящейся пленке) состоит из следующих технологических стадий (См. Рисунок 6):
1. Подготовка машины.
1.1. Подготовка материалов:
- Выбор марки запечатываемого материала,
- Выбор печатной краски.
1.2.Подготовка печатной машины:
- Подготовка печатного устройства (установка печатных форм),
- Подготовка красочного аппарата,
- Подготовка системы для подачи, проведения и приема запечатываемого материала,
- Контроль качества.
2. Печать тиража (контрольные оттиски, тираж).
Пооперационная карта печатания выбранного образца этикетки представлена в Таблице 2.
Таблица 2. Пооперационная карта процесса печатания
|
Технологические режимы и параметры |
Согласно листу заказа принтер устанавливает параметры тиража. В карте заказа прописываются все необходимые параметры процесса печати (линиатура анилоксового вала, краски, запечатываемый материал и т. д.) |
Подготовка основных материалов |
При поступлении плёнка должна пройти акклиматизацию (климатические условия:
Перед печатью принтер проверяет наличие пленки, ее соответствие формату и весу, указанным в бланке заказа. |
Краска должна быть акклиматизирована в течение 1-2 суток. Температура в цехе 18-22 0С, влажность воздуха 55-65%. Чернила должны быть перемешаны непосредственно перед загрузкой в систему ракельного ножа камеры. |
Перед установкой модуля в машину принтер проверяет комплектность модулей и их качество. На форме должны быть метки-кресты для контроля точности совмещения и метки для высечки; у обрезного поля запечатываемой бумаги должны быть шкалы для оперативного контроля печатного процесса. |
|
Основные материалы и рабочие растворы |
Карта заказа |
Самоклеящаяся плёнка |
Краски марки «Budin Akarca» серии PS |
Фотополимерные печатные формы на пластине Agfa Meridian P55 (*) |
|
|
Основное и вспомогательное оборудование |
— |
Акклиматизационная камера. |
Шпатель |
Линейка, лупа |
|
|
Технологические операции |
1. Получение карты заказа |
2. Подготовка плёнки |
3. Подготовка краски |
4. Подготовка форм к печати |
|
|
Технологические режимы и параметры |
Перенастройка печатной машины под другой тираж |
Перед склейкой формы обрезаются, их поверхность обезжиривается специальным раствором, затем края форм обрабатываются специальным маркером для лучшей фиксации края формы. С помощью приспособления для монтажа модулей регистрируем и маркируем первый модуль, затем остальные по уже заданным параметрам регистра. Высекальный штамп устанавливаем вручную. |
Подаётся воздух. Анилоксовый вал вручную стягивается и ставится другой. |
Вручную или автоматически лопаточную систему кабинета врача отмывают от краски и заполняют новой. |
Печатник закрепляет рулон на пневмошпинделе обычного диаметра (76 мм). В состав рулонной зарядки при стандартном ее исполнении обычно входят: система крепления рулона, подъемник рулона, устройства поддержания заданного натяжения запечатываемой ленты и регулировки положения ее боковой кромки, приспособление для склейки старой и новой лент, устройство контроля конца рулона. Зарядка может быть оснащена системами одно — и двусторонней очистки ленты, коронного разряда и т. д. |
|
Основные материалы и рабочие растворы |
Двусторонняя липкая лента марки 3М Cushion-Mount Plus (жёсткая, толщина 1,14 мм); обезжиривающий раствор. |
Анилоксовый вал заданной линиатуры (7,0 см3/м2; 200 лин/см). (**) |
Раствор для смывки краски |
Рулон самоклеящейся плёнки |
|
|
Основное и вспомогательное оборудование |
Устройство для монтажа фотополимерных форм марки Heaford |
— |
— |
Устройство для крепления рулона; пневматический подъемник рулона; устройства поддержания заданного натяжения запечатываемой ленты и регулировки положения ее боковой кромки; устройстов контроля конца рулона; приспособления для склейки старой и новой лент. |
|
|
Технологические операции |
5. Наклейка форм и штампа высечки |
6. Замена анилоксового вала. |
7. Подготовка камерно-ракельной системы |
8. Подготовка рулонной бумагоподающей системы |
|
|
Технологические режимы и параметры |
Печать тиража |
Проводим юстировку печатной машины в автоматическом режиме. |
Осуществление процесса приводки печатной машины (обеспечение попадания штампа в нужное место, совмещение по крестам и т. д.).
|
Печать контрольных оттисков и их утверждение. Печать тиража. |
|
Основные материалы и рабочие растворы |
— |
— |
Узкорулонная флексографская печатная машина линейного типа MarkAndy XP5000. Максимальная ширина печати: 254, 330, 432, 535 мм Максимальная ширина полотна: 260, 340, 440, 540 мм Минимальная толщина пленок: 15-20 мкм Максимальная скорость печати: 230 м/мин Максимальный диаметр рулона на размотке: 1016 мм |
|
|
Основное и вспомогательное оборудование |
Печатная машина |
Печатная машина |
Печатная машина, денситометр |
|
|
Технологические операции |
9. Юстировка печатных секций (настройка полос контакта) (***) |
10. Приводка |
11. Печать тиража |
* Для этого технологического процесса была выбрана фотополимерная печатная форма. Технология производства фотополимерных печатных форм основана на использовании некоторых растворителей неотвержденной части полимера из исходных элементов. Сравнивая фотополимерную и эластомерную формы, следует отметить меньшую трудоемкость и широкие технологические возможности первых, в том числе возможность воспроизведения многоцветного растрового текста, линий и изображений на одной форме.
Часть отделочных операций (выборочное лакирование глянцевым лаком) выполняем непосредственно в узкорулонной флексографской машине Mark Andy XP 5000. Оставшиеся отделочные операции (тиснение полиграфической фольгой и конгревное тиснение) производим, используя пресс CICRESPI марки 1520 T1.
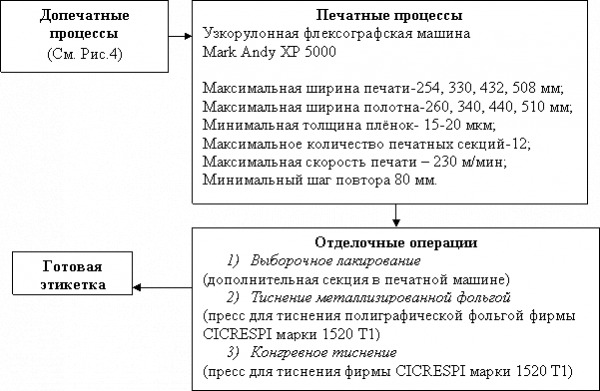
Рисунок 6. Возможный вариант общей схемы технологических процессов производства этикетки корма для аквариумных рыбок ТМ «Carassius»
В нашем случае послепечатные операции включают в себя: выборочное лакировании, тиснение металлизированной фольгой и конгревное тиснение (См. Рисунок 2 и Рисунок 6).
Одновременно с печатью мы проводим только выборочную покраску, последующая обработка оттисков производится на отдельном оборудовании.
Важно учесть отделочные операции на этапе допечатной подготовки [3].
Так, например, мы получаем отдельный модуль рисования, создав отдельный образец цвета «Paint» в файле EPS». В файле он ничем не отличается от образцов плашечных цветов, за исключением режима печати. Все объекты, предназначенные для лакирования, печатаются наложением. Для удобства размещаем объект, предназначенный для лакирования (золотая рыбка), на отдельном слое. В этом случае слой краски должен выступать за края изображения примерно на три типографских точки.
Элементы изображения, предназначенные для тиснения и печати пресс-пленкой, обрабатываются так же, как элементы для выборочного лакирования.
Заключение
В этой работе была разработана технология разработки и производства самоклеящихся этикеток для пищевых продуктов.
Были предложены цепочки этапов как допечатной, так и печатной и послепечатной подготовки конкретного полиграфического оригинала (этикетка корма «Carassius»).
А именно: определены технические характеристики воспроизводимой этикетки, выбран метод печати, разработана общая схема производства продукции, выбрано необходимое оборудование и материалы.
Таким образом, основная цель работы была достигнута — разработана технология проектирования и изготовления этикеток для пищевых продуктов.
Список литературы
[Электронный ресурс]//URL: https://marketing.econlib.ru/referat/dizayn-i-reklamnyie-tehnologii/
1) , , Черная и дизайн маркировки: учебник/ , , ; Моск. Гос. ун-т печати. – М.: МГУП, 2010. – 376 с.
2) Требования к этикетке пищевой продукции: [Электронный ресурс]. Режим доступа: http://www. kursiv. ru/kursivnew/paket_magazine/archive/37/20.php
3) Журнал «Компью-Арт», Допечатная подготовка этикеток. Практические советы: [Электронный ресурс]. Режим доступа: http://puart. ru/
4) , , Надирова формных процессов: учебник/ , , ; МГУП – М.: МГУП, 2007. – 363 с.